Hello and welcome to part 4 of my Bio-Polyamides series dealing with the application of bio-based polyamides in different industry sectors.
Here you can jump to
Part 1: PA 5.6 and 5T (Chemical Structure, Production, Properties, Applications, Value Proposition)
Part 2: Short and Long Chain Aliphatic Polyamides (PA 6, PA 11, PA 6.10, PA 10.10)
Part 3: Sustainability Facets (Bio Sourcing, LCA, Certifications) and Example Polyamide 6.10
In general, we find bio-polyamides already in several applications such as automotive fuel lines, electrical cable jacketing, flexible oil and gas pipes, tooth brushes, carpets, tires, sporting goods, and electronic casings. Let us now have a more detailed look into the applications of different industry segments.
Bio-Polyamides in the Automotive industry
The usage of bio-polyamides in Automotive applications reduces, apart from light-weighting, the carbon footprint in an efficient way. They are derived at least in part from corn, sugarcane, or castor beans and have a lower cradle-to-plant-gate greenhouse gas emissions compared to their fossil fuel-based counterparts. A good example is Polyamide 4.10 which is carbon neutral meaning that the cradle-to-plant-gate-greenhouse gas emissions are zero. There is an offset of carbon dioxide used during production by combination of castor bean oil feedstock, together with fossil-based feedstocks and carbon dioxide absorption during the growth of the castor bean plants.
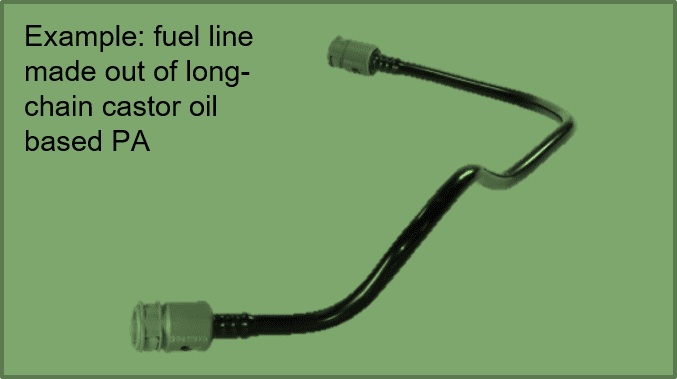
Also in electrification, bio-based polyamides play an important role. One of the first bio-polyamides applied to Automotive applications was Polyamide 11 (Trade name Rilsan by Arkema) and was used for flexible tubing, quick connectors, pneumatic brake noses, and fuel lines (Figure 1).
 |
| Figure 1: Example of a fuel line made out of bio-based Polyamide 11. |
Bio-polyamides are used as a sustainable material for connector bodies and housings. Bio-polyamides such as the PA 4.10 (Trade name EcoPaXX from DSM/Envalior) fulfils the USCAR 050 connector standard and can be used for Mini50 Connection Systems (Figure 2). This type of Polyamide combines short chain elements (C4) with long chain building blocks derived from castor plants, which are not competing with the food chain, resulting in high mechanical properties of short chain polyamides and combining them with lower moisture uptake. Also, a higher chemical resistance is provided by the long chain elements.
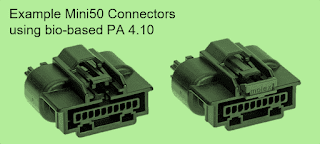 |
| Figure 2: Example of Mini50 connectors using bio-based Polyamide 4.10. |
Castor oil-based long chain polyamides are used in fuel line applications too. As an example, Fiat used the bio-based polyamide Zytel RS (DuPont de Nemours/Celanese) which is a renewably sourced long chain Polyamide based on PA 10.10 and PA 6.10 chemistry. It has a bio-based content between 60 percent and 100 percent bio-based and can be adapted for temperature resistance. The use of sebacic acid is derived from castor oil which is one of the most versatile, non-food competing natural products.
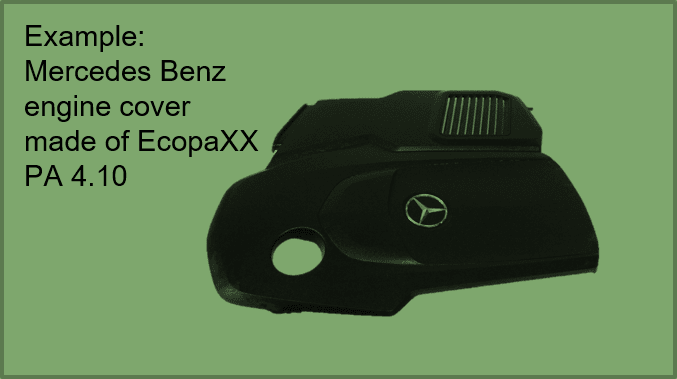
Another example are engine covers. For example, Mercedes Benz group used for some of their engine covers the EcopaXX (DSM/Envalior; 70% bio based polyamide PA 4.10) and this material offers excellent surface finish with 30 wt% glass fiber reinforcement.
 |
| Figure 3: Example of an engine cover using bio-based Polyamide PA 4.10. |
To close this section, company A. Raymond uses a bio-based PA 6.10 (Ultramid® Balance; BASF SE) which is 60% bio-based and has glass fiber reinforcement for some of their connectors.
Bio-Polyamides used in industrial applications
Bio-polyamides can be extruded to window profiles which was presented by the company Technoform Bautec Kunststoffprodukte. Another example are parts of the luminaires (Alfred Pracht Lichttechnik) which need to fulfil a certain flame retardancy level too.
In water management (components for sanitary and potable water), bio-based long-chain PA 11 plays a leading role since it has a better impact and abrasion resistance as well as better dimensional stability compared to PA6 and PA6.6. Also, it has the lowest moisture absorption of all polyamides making it great for water management. In terms of applications, it can be used in water meters (body, pressure plate, cap), water heaters (potentiometer, cartridges), water filler (body), fixtures (faucets, cartridges, valves, impellers, shaft), and connectors. Replacing brass fittings is possible too.
Bio-Polyamides for food contact
Bio-polyamides which are in contact with food and food processing equipment, packaging and containers are regulated in many countries since migration of molecules from the Polyamide to the food need to be restricted (materials need to have regulatory approvals such as FDA).
Bio-Polyamides for textile yarns for fashion, lingerie, sportswear, socks and accessories
The textile industry is a major user of bio-based Polyamides and we can see new bio-based Polyamides such as the PA 5.6 (Bio Amni®; Solvay) for sustainable yarns. It uses sugar to make the monomers and lowers the use of fossil fuels. Also for the textile performance itself, it allows almost the same amount of sweat absorption as cotton.
Bio-Polyamides for communication and smart devices
Among the high-performance bio-based Polyamides, Kalix® HPPA (2000 series is based on PA 6.10; HPPA 3000 series was the first bio-based amorphous polyphthalamide; Solvay) is able to replace metal in structural mobile electronic components. The base resin has a bio-content of 61% estimated according ASTM D6866. Applications such as housings, covers, chassis and frames. need high strength, combined with rigidity and aesthetics. Low warpage parts can be realized too. Additionally, it has improved chemical resistance comapred to Polycarbonate or PC/ABS materials which are often used for covers and housings for mobile healthcare electronic devices.
Conclusions
We will see more and more bio-based polymers, together with bio-based reinforcement fibers, in use and the chemical companies are working to increase overall production capacities to meet the increased demand for such materials.
Thanks for reading and #findoutaboutplastics
Greetings,
Herwig
Literature:
[1] https://polymerdatabase.com/Polymer%20Brands/Biopolyamides.html#:~:text=Biopolyamides%20are%20used%20in%20many,gas%20pipes%2C%20and%20powder%20coatings.
[2] https://bioplasticsnews.com/wp-content/uploads/2019/04/EuBP-Fact-Sheet-automotive.pdf
[3] https://www.mdpi.com/2073-4360/14/16/3412#:~:text=The%20most%20used%20bioplastics%20in,%2DPP)%20%5B49%5D.
[4] https://bioplasticsnews.com/2019/11/26/history-bioplastics-automotive-car-industry/
[5] https://www.connectortips.com/how-can-connector-sustainability-be-improved/
[6] https://www.plasticstoday.com/automotive-and-mobility/bio-based-polyphthalamide-plastic-suited-smt-connector-applications
[7] https://www.plasticstoday.com/evoniks-biobased-polyamide-pa1010-fda-approved-food-contact
[8] Industrial Applications of Biopolymers and their Environmental Impact by Abdullah Al Mamun, Jonathan Y. Chen https://books.google.pt/books?hl=en&lr=&id=dFABEAAAQBAJ&oi=fnd&pg=SA2-PA36&dq=Bio-Polyamides+in+consumer+goods+applications&ots=8mY2MzREiD&sig=gVbwKM0zLMjOROYBHdA_-gl4wvw&redir_esc=y#v=onepage&q&f=false
[9] https://www.technoform.com/de/materialien/biobasiertes-polyamid-bio-pa
[10] https://hpp.arkema.com/en/markets-and-applications/water-and-environment/rilsan-pa11-for-potable-and-industrial-water-management/
[11] https://www.solvay.com/en/brands/bio-amni
[12] https://www.spglobal.com/commodityinsights/en/ci/research-analysis/bioplastics-offer-a-smaller-carbon-footprint.html
[13] https://www.solvay.com/en/brands/kalix-hppa